



EGGoist slatted floor management system
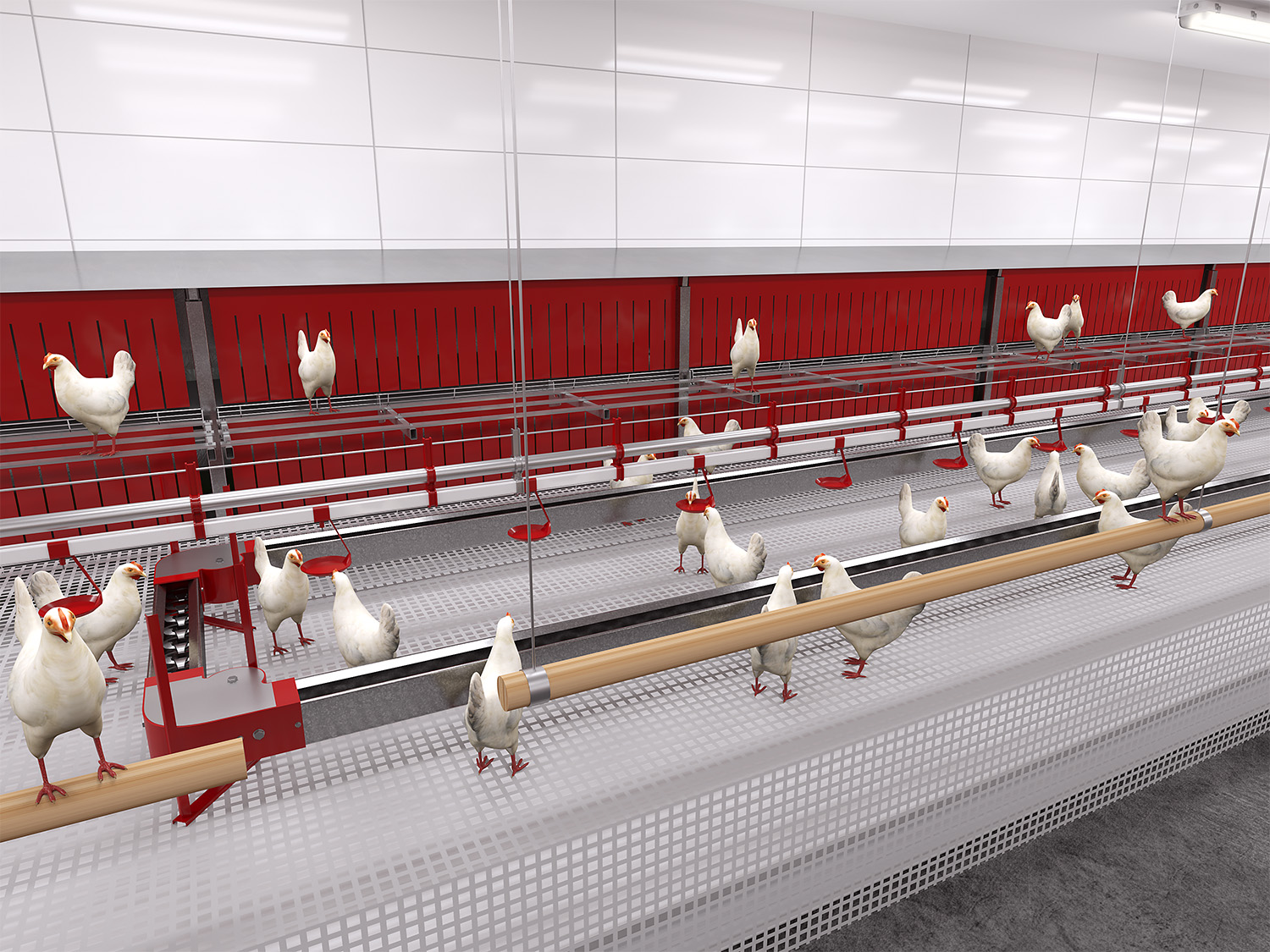
Following the modern global poultry trends, TEXHA has designed a proprietary EGGoist cage-free system fir laying hen managements that offers welfare-focused poultry farming method and ensures commercial business profitability.
Multifloor concept is a multi-level poultry plants up to 5 levels high with automated microclimate, life support, litter removal and egg collection systems. This solution is available both for broiler (MaxGrow) and for laying hen (EGGoist) farming.
All systems are fully automated and can be controlled either from the common control center, or locally via manual control options.
- Information
- Photo gallery
- Projects
- Video
- 3D Model
- Booklet
- Presentation
Multifloor project implies simultaneous construction of multi-level poultry house with integrated state-of-art poultry farming equipment. As part of this concept, we offer fully-fledged automation of all production systems and processes, including feeding, drinking, litter removal, egg collection, lighting and microclimate control, in addition to the poultry house building construction.
Construction of multi-level poultry house help to achieve commercial success along with significant resource saving through reduced financial costs, less labor efforts, minimum time consumption and lower space requirements. The building and the equipment constitute a single undivided facility structure.
EGGoist laying hen management system complies with all applicable cage-free farming standards by US notified bodies, meets EU laying hen farming specifications and satisfies even the most stringent requirements by animal welfare advocacy groups.
EGGoist solution provides your laying hens with guaranteed freedom from 5 following ailments:
- Hunger and thirst;
- Discomfort;
- Sickness and injuries;
- Stress;
- Restrictions of ability to satisfy the antral needs .
This paradigm-shifting project is intended to simultaneously solve several important issues: how to create natural living environment for the birds, while maintaining high economic feasibility for the business?
In order to produce eggs with ‘cage-free’ label, an entirely cage-free poultry farm is required. The process of laying hen rearing using EGGoist system is somewhat similar to the floor poultry management, where the birds are not contained in the cages. Quite the opposite, the birds are provided not only with the freedom of movement, but also with to satisfy their natural needs and instinct drives. Furthermore, the secret key to resource saving lies in the multi-floor poultry house construction.
This product by TEXHA is specifically designed for large-scale poultry farms willing to shift to the cage-free technologies.
The equipment has been thoroughly tested at TEXHA’s own experimental trial site. We offer 3, 4, 5 and even more levels of floor-mounted equipment integrated into a single facility. This is a unique solution that currently has no comparable counterparts in the entire world.
Business advantages:
- Versatile structure that can be easily adjusted to future standards
- Facility complaint with cage-free management requirements
- Automation of all production processes
- Cost saving: fewer financial costs, lower space requirement, less time consumption, less labor efforts
- Safe investments, easy operation
Egg Collection System
Egg-collection system designed by TEXHA offers high reliability, accuracy and precision of egg-collection process.
Egg-collection process automation results in:
- High process performance
- Reduced stress of birds
- Lower egg breakage rate
- Compliance with biological safety standards
- Reduced labor efforts
Automated nests located in the middle of each level provide birds with sufficient space for egg-laying under conditions as close to natural, as reasonably possible. The nests have inclined bottoms covered with artificial grass, which contributes to the egg preservation and integrity during rolling on the egg-collection belt and prevents the egg pecking by laying hens or litter contamination.
TEXHA offers two options of automated two-level nests of its own design:
- Nests with pushers;
- Nests with bottom elevation;
Each option supports restriction of laying hen access to the nest during nighttime.
| Specifications | 2-level nest with pusher |
2-level nest with bottom elevation |
| Bird population per section | 260 birds | 260 birds |
| Bottom coating | Artificial grass | Artificial grass |
| Bottom inclination | 7° | 7° |
| Structural material | Galvanized steel | Galvanized steel |
| Nest roof | Inclined | Extra hard floor |
| Opening / closing time | 15 min. | 15 min. |
Perforated polypropylene belt 500 wide carefully delivers the eggs from nests to the elevator, egg-collection table or directly to the crosswise conveyor. The belt perforation (i.e. holes) allows fixation of eggs in the stable position, so they do not come in contact with each other and remain clean and intact. Such perforation also helps to maintain the belt cleanness: feathers, dust and litter fall down through the belt holes instead of accumulating on the belt.
Egg-collection control units allows activation of processes both manually and in centralized manner from poultry farm’s main egg storage facility.
Distinctive features of system:
- Smooth adjustment of the egg collection speed rate
- Easy and convenient maintenance
- Precise mechanics
- Delicate handling of product – i.e. the eggs.
- Simple and space-saving design
- Reduced labor input for process
- Economic feasibility
Rod Conveyors for Transportation of Eggs from Several Poultry Houses to Warehouse Facility (General Egg Collection System)
Use of rod conveyors with varying capacity rate allows creation of the integral egg collection system, where the eggs are carried from all available poultry units to the warehouse facility for further grading and packing.
The rod conveyor system not only eliminates the need for use of motor vehicles in order to deliver the eggs to the warehouse, but also increases the egg preservation rate, since the rod mechanisms stack the eggs in the strictly pre-determined order. This solution also helps to avoid additional activities, such as packing of eggs into trays, boxes and containers, loading and unloading operations, as well as stacking of eggs on the supplementary tables for feeding into grading machines. Elimination of such activities from the process results in decrease of the egg collection time and reduction of the product damage rate during production.
Application of the rotary systems and use of the hinged members in the rod conveyor designs make the egg handling system highly versatile and compatible with all known poultry farm arrangement configurations.
Availability of the interim drive units provides the means for egg collection system extension to cover the larger distances.
Extra options for egg collection system:
- Installation of stacking table for receipt of the eggs from any handling systems and supply to the grading machine.
- Installation of egg counters.
Litter Removal System
EGGoist cage-free solution concept is based on the floor poultry management approach, which implies manual litter removal. However, TEXHA has managed to offer automation facilities even for such litter removal process by substituting the regular floors with mesh floors in the poultry containment ara.
Our solution utilizes the belt-based litter removal system, which ensures high-quality litter removal and maintenance of the equipment in clean condition, thus contributing to the microclimate conditions improvement in the poultry house. This system offers quick and reliable litter removal across all levels of the facility. The litter removal system design and operation principle are identical for each level.
Efficient litter removal technology, minimizing the bird’s exposure to litter, helps to prevent many issues related to the poultry health.
The litter removal system consists of:
- Drive and tension station.
- Polypropylene belt.
- Transverse and inclined conveyor.
The litter is collected and removed from the poultry house using the polypropylene belt located under every floor section. When the litter is gradually accumulated, it is carried by the belt towards the drive station, where the dedicated scrappers move it to the transverse litter unloading conveyor.
The belt is operated by the drive station, which is also used to adjust its position. The tension station serves to maintain the required belt tensioning level. The tension station design uses the auger-type cleaning shaft, which ensures cleansing of the litter removal belt on the inside.
In the drive station area, the belt surface is cleaned by the dedicated scrappers made of the wear-resistant material. Special mechanism presses the scrappers against the work surface of the belt, which allows efficient cleansing of belt from litter.
The transverse conveyor is equipped with the rubber-textile belt for removal of litter from the poultry house directly to the inclined conveyor, which, in turn, is used for discharge of litter into a vehicle for further disposal. The inclined conveyor also features a dedicated cover made of galvanized steel.
Optimal litter removal process organization helps to reduce ammonia content level and control the litter moisture.
System advantages:
- Includes hard surface for scooping and dust bathing
- Polypropylene litter removal belt
- No scrappers or concrete trenches
- Regular and complete litter cleaning
- Flexible litter removal arrangement
- Improved poultry house hygiene
- Floor made of plastic or galvanized steel mesh helps to reduce poultry exposure to litter
- Litter removal belt running under the floor
- Daily litter discharge on the transverse conveyor
- Single inclined conveyor used to load semi-dry litter into the disposal vehicle
- Ability to remove litter several times during the day
Polypropylene belts are manufactured at TEXHA’s own factory from high-quality raw material using the German technologies.
Litter removal belt characteristics:
- Resistant to aggressive environment
- Thickness 1-1,2 mm
- High tensile strength
- May be used in conveyors operated in the temperature range between 100 to 600С
- May be used for handling aggressive materials
- Low surface adhesion
- Easy cleaning
Advantages of litter-removal belt by TEXHA:
- In-house production
- Top-tier raw materials
- German technologies
- Unique preparation
- High quality
- Testing at own laboratory
- Quality control
Feeding System
Feeding system designed by TEXHA combines state-of-art solutions and technologies in order to successfully ensure one key and indisputable principle –timely distribution of the required feed portions for every bird.
Use of our feeding systems helps to ensure the following:
- Highly precise and efficient feed distribution
- Feed uniformity for each bird
- Feed loss prevention
- Reduced labor efforts
- Reduced energy consumption
Our automated feeding system is designed in such a way as to ensure unobstructed and cost-effective supply of fresh feed to the laying hens through delivery of feed from the external storage feed bin and its even distribution between all feeding lines at every level of the poultry house. Loading conveyors are equipped with the double-auger mechanism operated by different drives to reduce the feed bin filling time and idle time of the feeding lines.
System Specifications:
- Low energy consumption of feed distribution system
- Precise feed dispensing
- Even feed distribution between all feeding lines
- Ensuring uniformity of feed composition
- Elimination of feed ‘stagnant’ zones
System advantages:
- Feed quantity stored in the external feed bins sufficient for several days;
- Feed line filling using one of the following technologies:
- Double-auger mechanism, Æ 90 mm each auger
- Chain-disk based feed supply mechanism
- Chain-based feed distribution system circuits with feed bin
- Perches installed above gutters to reduce feed contamination
- Feeding lines may be raised both manually and by motor drive
- Time and duration of each feeding session controlled by computer
- Slow start chain speed– 18 m/min.
- Efficiency and reliability
- Easy operation and maintenance
- Reduced feed loss
Drinking System
TEXHA offers reliable, efficient and easy-to-use drinking system. The purpose of this system is quite simple – to supply the birds with water of proper quality and in sufficient quantity. Furthermore, this system also serves for delivery of necessary medications to the birds.
The system consists of the following units at every level:
- Water treatment unit
- Water distribution system
- Drinking lines
System Specifications:
- The water treatment unit comprises of filters, water flow meter, medicator, pressure gauges, valves and fittings, as well as veterinary medication dispenser.
- Each drinking line is equipped with the pressure regulator, vertically operated nipple drinkers and drop catcher.
- Drinking line height may be adjusted either manually or using gear-motor drive.
- Drinking line and perch assembly ensures extra structural rigidity.
- Factory-assembled square-section polypropylene pipes with nipple drinkers ensure high quality and reliable sealing of drinking lines;
- Optimal pipe length helps to reduce the number of connection points.
The filter ensures purification of water from mechanical impurities. Use of 2 filters connected in-parallel through valves and fittings allows uninterrupted water supply to the drinking system without a need for shut-off during maintenance of one of filters.
Pressure gauges in water supply system control the system pressure and record precise values of filter performance rating.
Water flow meter allows operational control of the water consumption, which in turn assists in analyzing the flock condition.
In order to maintain optimal water pressure, the membrane-type pressure regulators are used.
Water distribution system for cage batteries is made of pipes manufactured from food-grade plastic.
The pipe walls feature special bulges in the nipple screwing-in points in order to ensure reliable nipple attachment.
Advantages of Drinking Lien Pipes:
- Made of top-of-class raw materials;
- In-house manufacturing
- High-quality assembly
- Minimum number of connection points
Microclimate System
Microclimate in the poultry management is no less important than the quality of poultry housing equipment, and its role can be hardly overestimated.
Regardless of the cross breed or genetic inheritance of the flock, without proper microclimate conditions the birds cannot maintain good health and yield high-quality product.
Microclimate inside the poultry house is the combination of such factors as temperature, humidity, air flow rate, atmospheric pressure, noise level, air composition, microbiological contamination level, et cetera.
The microclimate system represents the production process, the purpose of which is to create and balance the necessary microclimate parameters using the dedicated technical facilities and instruments.
The poultry farming researchers suggest that the flock productivity depends on microclimate condition by approximately 10-30%. Unfavorable microclimatic conditions result in the reduced disease resistance of the birds. Moreover, the microclimate directly affects the service life of the equipment and even the poultry farm buildings.
The resulting efficient operation of the microclimate system depends on the correct choice of equipment, its correct installation and proper calculation of the system parameters in general.
TEXHA excels in design of automated microclimate systems. When choosing the system, a number of specific conditions should be taken into account, including, but not limited to the cross breed and size of flock, geographic location of the poultry far, i.e. climatic zone, et cetera.
The microclimate system may comprise of the one to four sub-systems in various combinations:
- Ventilation
- Heating
- Humidification / cooling
- Automation
HUMIDIFICATION / COOLING
For hot climatic zones, TEXHA offers cooling units with cellular design (evaporation panels). The cooling panels are designed based on the best and the most innovative developments in the industry, which results in the optimal cooling effect regardless of climatic and operational conditions.
The evaporation panels are made of dedicated cellulose paper with cellular structure, which contributes to the optimal water-to-air contact conditions. Such cellulose paper is carefully processed with odor-free resin, thanks to which the panels have high water-adsorption coefficient and stable structural shape. The special cellular form of the paper bands crossing angle-wise to the symmetrical air flow allows achievement of high cooling performance, while maintaining minimum pressure drop.
- Absolute performance
- Air freshness
- Long service life
- Easy maintenance
HEATING
Proper temperature regime is essential for productivity of the flock, especially in the early period of life. TEXHA offers highly efficient poultry house heating system with minimum costs. The system uses direct and indirect heating units operated on natural gas, liquefied petroleum gas or diesel fuel, as well as the water-based fan heaters.
Specific features of direct heating units:
- Reliability and durability
- Low noise level
- High output temperature
- Quick air heating
- Performance factor close to 100%
The company offers to options of heat generators installation in the poultry unit: internal or external.
The heat generators are equipped with fuses to prevent overheating and the sealed switches for safe and reliable operation. High-quality corrosion-proof components and durable frame ensure long uninterrupted service life even under the most extreme climatic conditions.
Properties:
- Minimum carbon oxide, nitrogen and ethylene oxide emissions
- Frame made of high-quality stainless steel
- Automated ignition
- Integration with the automated microclimate control system.
- Winter / summer switch that allows to use the heaters as air-circulating fans during summer season.
- Compliance with international standards and quality regulations.
VENTILATION
Ventilation system plays an essential role in creation and maintenance of optimum microclimate conditions in the poultry farm unit. Proper air quality has a favorable effect on the health of the birds and significantly improves the flock productivity. The ventilation system is selected and customized for each specific poultry farm depending on the climatic condition in the region, where it is located.
Ventilation systems allow maintenance of required temperature, fresh air inflow and air exchange during any season. Such systems use the state-of-art exhaust fans, fresh air valves, temperature control facilities, et cetera.
TEXHA’s ventilation systems offer:
- High performance
- Evergy efficiency
- Low noise level
- Durability of equipment
- Reliability and cost effectiveness
Lighting System
Well-managed lighting system in the poultry house affects general condition of the birds, their food craving and physiological development, which is directly related to the flock productive performance. Lighting is an essential way to influence state of heath, behavior and productivity of the birds
Our equipment uses the state-of-art energy efficient technologies that not only create the favorable lighting conditions, but also reduce the electricity costs.
TEXHA company offers a wide range of lighting systems for poultry farms.
Advantages:
- Use of LED lamps with energy consumption
- 10 times lower as compared to the filament lamps
- 2,5 times lower as compared to the luminescent lamps
- Lighting intensity adjustment in 0-100% range for sunrise / sunset functions
- Compliance with the international environmental requirements;
- High level of protection against external impacts
- Warranty and post-warranty service
LED Lighting System for Internal Poultry House Space
The system consists of controller, dimmer and lamp.
Advantages of P-RLС-1LV-V2 0-10V 230B lighting controller:
- 99 empty programs available for setting
- Each program allows setting of the following:
- Day
- Time
- % lighting intensity
- Switching interval in minute until light intensity reaches the set value
- Lighting intensity may be manually adjusted
The system is equipped with the digital light regulator – EPU-1500 dimmer. Every experienced poultry farmer is well aware how important role is played by the light flickering prevention and correct lighting intensity setting. EPU-1500 dimmer is specifically designed to control to the lighting intensity and allows easy adjustment using either any 0-10V analogue input or communication line.
EPU-1500 is specifically designed for easy, safe installation and convenient maintenance of the equipment. The dimmer may operate both in automatic mode and manual mode, which allows smooth sunrise / sunset switching and offers opportunity for adjustment of poultry house lighting range, as well as lighting intensity lower and upper limits.
Basic characteristics:
- Dimmer 230В AC with phase cut-off;
- Stable operation in low lighting intensity conditions;
- Brightness control through 0-10V signal or RS 485 (MODBUS-RTU) interface;
- Flexible MIN / MAX settings;
- Digital control of RGB (W) color lamp dimming;
- Automated learning of set values;
- Ability to restore the set values after power outage;
- Alarm reports of LEDs: overheating, overloading, short circuit, low voltage;
- Easy mounting;
- Water-proof sealing for cables.
TEXHA offers both 9W and 4/6W LED lamps for lighting of internal space in the poultry house. These lamps are compatible with various manual, automated and remote-control systems, as well as brightness dimming devices. These models are specifically designed to replace conventional filament and luminescent lamps. The new model offers glow performance of 135 lm/W, which is achieved thanks to the combination of high-quality LEDs and pule aluminum elements. Furthermore, dedicated design allows reliable prevention of lamp overheating.
LED lamp specifications:
- V-shaped design with 270° angle and aluminum radiator;
- Swivel mounting with 360° turn allowing for angle and position adjustment with scale;
- Operational temperature range of up to 50°C
- No UV-radiation, IR-radiation, free of mercury, free of organic substances;
- Immediate switching ON up to 100% brightness;
- Dimming between 0,2% and 100% without flickering;
- Sunrise / sunset simulation
- High thermal efficiency;
- Moisture-proof, dust-proof, damage-proof and water-proof with high IP65 level;
- Anti-ammonium coating;
- Light source: SMD2835 0,2 W
- CRI: Ra> 80
- CCT options: 3000K (WW) 4000K (NW) 5000K (DW) 6500K (CW)
- Input voltage: AC100-120V or AC200-240V
- Protection class: IP65 & lK08
Automation System
Modern poultry farm businesses usually seek to implement automation of complete range of involved production processes and works. State-of-art technologies support continuous accumulation and processing of data related to all technological and business processes, careful supervision, immediate response and management of production process for entire poultry farm facility regardless of how large-scale it is.
TEXHA offers wide range of equipment and varying degree of automation for all essential systems used to support the vital needs of birds. Vast experience and professional expertise of our expert team help to select the most appropriate solution both in terms of its functionality and its cost.
Our services:
- Design and development of control system based on input data
- Installation and commissioning
- Service support
- Poultry farm personnel training
- Warranty and post-warranty service
TEXHA’s system automation solutions:
- Microclimate
- Litter removal
- Poultry harvesting
- Egg collection
- Feed distribution
- Auxiliary features:
- Feed weighting at external feed bins
- Emergency opening of positive pressure ventilation
- Emergency detection of water level
- Drinking line flushing
What does our automation solution do?
- Eliminates human factor influence
- Enhances equipment performance
- Improves finished product quality
- Saves resources
- Creates favorable conditions for poultry rearing and management
- Ensures uninterrupted operational process
- Provides opportunities for extension of production
TEXHA also offers remote access system that offers remote data monitoring feature, remote control opportunities, tracking and alarm features for production processes analysis and optimization, as well as the safety unit with critical emergency alert.
Integrated solutions offered by TEXHA provide an easy way to achieve the following production objectives:
- Integration of novel technological solutions;
- Computerization and modernization of poultry farm facility
- Implementation of data monitoring system
System features:
- Remote access with different degree of authorization and access privilege from any place in the work via Web interface using PC, smartphone or tablet.












Project

0%
 Loading...
Loading...
Loading...
Loading...
Total$
Optional equipment

Layers

Enriched

Breeders
